当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
二压下平衡装置。
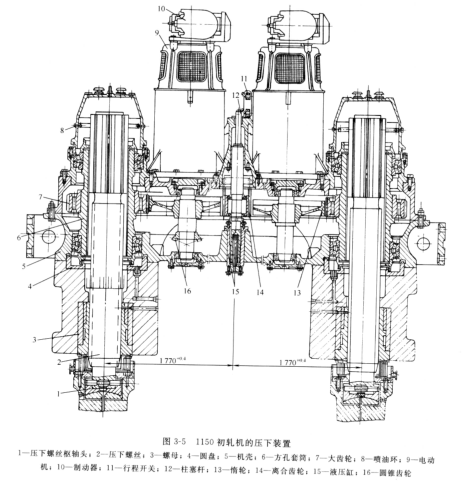
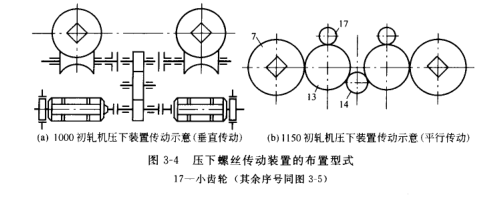
在轧制过程中, 初轧机的上轧辗要快速、大行程和频繁地上下移动,这就使得初轧机的压下装置在结构和性能上具有显著特点。初轧机上辊移动速度,对大、中型初轧机为 100~250mm/s对小型初轧机为 50~100mm/s。初轧机的压下装置是有代表性的快速压下装置,快速压下装置几乎全部采用电动的螺丝螺母机构,这主要是行程大的缘故。压下螺丝的传动装置目前用得较多的有两种型式(见图3-4)。垂直传动∶即电机轴和其他各传动轴都与压下螺丝轴线相垂直。平行传动∶电机轴和其他各传动轴都与压下螺丝轴线相平行。图3-4(a)是 1000 初轧机的压下装置传动示意。水平电动机通过减速机、弧面蜗杆带动蜗轮,蜗轮坐在压下螺丝端头上。此处蜗轮蜗杆传动是用来转换传动方向,不是出于大速比的要求,往往为满足总速比的要求采用多线蜗杆。1000初轧机采用六线蜗杆,减速机的速比也是较小的。垂直传动形式的优点是可采用通常的水平式电动机,而日结构比较紧凑。它的缺点是多线弧面蜗杆蜗轮箱加工比较复杂,而且必须消耗有色金属。图 3-4(b)是1150初轧机 上压下装置传动示意。平行传动的压下装置采用立式法兰盘电动机,通过圆柱齿轮带动压下螺丝。这种形式的优点是效(b)1150初轧机压下装置传动示意(平行传动)。率高、节省有色金属、磨损小、寿命长。近年来,平行传动方式已逐步取代了垂直传动。国产1150初轧机的压下装置,如图3-5所示,其结构特点如下。
①两个压下螺丝 2 由两个立式法兰盘直流电动机 9联合驱动,其优点是在电机功率相等的情况下,比用一个电动机的飞轮力矩小,有利于启动制动过程。此外,当一个电机发生故障时,另一个电机可暂时维持工作;立式电机为采用平行传动创造了条件。每个直流电动机的功率是 200~300kW,转速为(500~750)/1 000r/min,压下螺丝的移动速度为 90~180mm/s。其中较高的速度用于大行程移动(如翻钢道次及换辊操作等)。
②采用圆柱齿轮平行传动方案。立式电动机上的小齿轮 17 【图 3-4(b)】 分别通过中间大惰轮 13 带动固定在方孔套筒6 上的大齿轮 7,而使压下螺丝在螺母 3中旋转并实现上下移动。
为实现两个压下螺丝同步移动,以保持上辊的平行升降,两个大惰轮 13 之间用一个离合齿轮 14相连。离合齿轮通过两个滚动轴承装在液压缸 15 的柱塞杆 12 上,在液压推动下,当柱塞升起时切断与两中间惰轮之间的联系,即可实现两个压下螺丝的单独调整。传动齿轮总速比为4.5,压下螺丝的直径和螺距为 440×48mm。压下螺丝的移动量是用指针盘反映给操作台,指针通过单独的齿轮传动与中间惰轮轴上的圆锥齿轮 16相连。
压下装置的传动齿轮都是斜齿,各齿轮轴和压下螺丝的套筒由于受径向和轴向载荷,都通过锥柱滚动轴承装在压下装置的机壳 5 内,整个机壳通过两个圆盘 4定位,用螺栓固定在机架顶部。
压下装置的齿轮和轴承以及压下螺丝、螺母和套筒都用稀油循环润滑。润滑油从压下螺丝顶部的喷油环8喷出。
初轧机上辊平衡装置必须适应大行程、工作可靠和换辊操作方便等要求。一般采用比较多的形式是重锤平衡。国产1150初轧机采用重锤平衡装置,其结构如图3-6所示。上辊及其轴承座3通过四根放在机架窗口下部铅垂槽中的、穿过机架下横梁的顶杆 4 铰接地支承在托梁 7 上,托梁则通过连杆 8 吊在平衡重 10的杠杆臂 9 上。托梁和平衡重都在工作机座的下部。顶杆的上端支在托瓦座的凸耳上。在平衡重的作用下使上辊及轴承座在轧制过程中,同步无间隙地和压下螺丝一起升降,消除了从轧辊轴承到压下螺母之间的间隙。当需要换辊时,用问板12 横插在机架立柱的纵向槽中,将平衡顶杆锁住,以解除平衡力的作用。