当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
金属受到外力作用后,首先产生弹性变形,当外力增加到某一极限时,开始由弹性变形过度到塑性变形。随着外力的继续增大,塑性变形也继续增加。塑性变形条件就是材料由弹性状态进入塑性状态的条件。
在材料拉伸实验中,当拉伸应力等于材料的屈服极限时,就产生塑性变形,对一定材料在特定的实验条件下的道德屈服极限为一定值。材料实验的条件是;变形温度为室温;变形程度很小,试件产生残余伸长为原始长度的0.2%;变形速度小,对于一般材料,试验机所产生的变形速度仅为u=6×10-4S-1。因此在材料力学中得到的屈服极限时有条件的屈服极限。
轧制时使金属产生塑性变形也有一屈服极限,即成为变形阻力。显然用材料力学中的屈服极限时不对的,一次轧制时的加工条件与材料力学实验条件有很大区别。例如,轧制时温度在900~1100℃,变形程度达50%,变形速度可达10×10s-1,而且轧制时应力状态很复宽展受到接触面上摩擦力的限制,使变形区内的金属呈三向压应力状态。
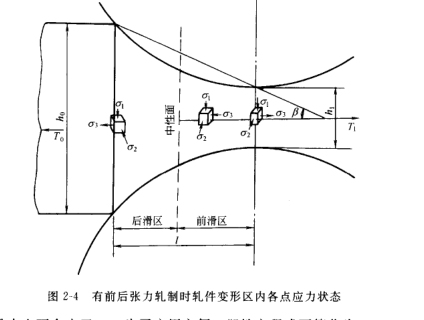
变形区内各点的应力状态是不均匀的。在有前后涨力轧制时,变形区中部呈三向压应力状态,靠近入口和出口处,由于张力的作用,金属呈一向拉应力和两向压应力状态,如图2-4所示。变形区内应力状态的形成,主要是由于接触弧上单位压力和摩擦力的影响。单曹成应力状态分布不均匀的现象,则受到很多因素的影响。
变形能定值理论认为,于是出于应力状态的物体中的某一点进入塑性状态,必须时改点的弹性形状变化为能达到材料所允许的极限值,并且该极限值和应力状态的种类无关,而为一常数。由变形能定值理论可推到初轧件产生塑性变形的条件——塑性方程式。
(a1-a2)2+(a2-a3)2+(a3-a1)2=2a2
式中a1,a2,a3——三个主应用;
a——金属塑性变形阻力,它只决定于材料种类(化学成分)及变形条件(变形温度,变形程度,变形速度),而与盈利状态无关。
由于三个主应力是按其大小顺序定义的,即有a1>a2>a3,所以中间主应力a2的值
可能等于a1,小也不会小于a3.为老应用方便,塑性方程可简化为
a1—a3=βa
式中,β为考虑中间主应力a2的影响系数,β值在1~1.5范围内变化板带轧制时,可取β=1.15.