
当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
高速线材轧机一般是指大速度高于 40m/s 的轧机。 无扭高速线材轧机大都采用单线轧制和轧后控冷,并在加热、轧制、精整方面都有新的技术的应用。其无扭高速线材轧机有∶悬臂型 45°高速无扭线材轧机、德马克无扭高速线材轧机、阿希洛型无扭高速线材轧机、摩根哈玛型无扭高速线材轧机和 Y 型轧机等。以下着重介绍几种典型的高速线材轧机。
一、悬臂型45°无扭高速线材轧机
这种高速线材精轧机命名为悬臂式 45°精轧机组,机组是小辗径精轧机,传动轴与地平面成 45°角,高轧制速度达到 100m/s 以上。这种轧机具体分为摩根型(外齿传动型)和克虏伯型(内齿传动型)。
1.摩根无扭高速悬臂式 45°轧机
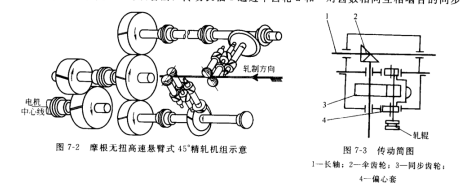
摩根无扭高速悬臂式45°精轧机组如图 7-2 所示,电机经增速器、三联齿轮箱、上下主轴、精密伞齿轮和斜齿轮带动轧辊。
这种机组实现了无扭轧制。为适应高速线材轧制的需要轧辊材质为碳化钨,取消了扭转装置,实现了无扭轧制。减少了废品和划伤。其办法是使各架轧辊交错互成 90°布置。并与地面成45°,这就是"45°轧机"名称的起因。
这种机组还解决了轧机振动问题,其办法是取消了接轴或联轴器,采用精密螺旋伞齿轮与螺旋齿轮轧辗轴直接啮合连接,代替了普通精轧机上的万向接轴。由于不带接轴,可使各回转部分得到动平衡,保证轧机在高速下运行平稳,消除了经常性振动。摩根机组在轧钢时的大振幅为0.025~0.051mm。只要提高传动零件的加工精度就有可能提高轧制速度,故齿轮均按航空精度加工。
由于采用较小直径的轧辗,使宽展减少,延伸系数大大增加,精轧机组的平均延伸率可以达到1.258,同时轧制力和轧制力矩可以减少,由于传动部件不受振动,这样盘条单重大大增加,产量也大幅度提高。
从图7-2和图7-3 可以看出,传动长轴1通过伞齿轮2和一对齿数相同互相啮合的同步齿轮3各自驱动轧辊轴,偏心套 4用以调整辊缝,其结构如图 7-4所示。这样布置使两根传动长轴离轧制线均较远,以免轧,辊冷却水和氧化铁皮浸入齿轮。所有轧机的轧辊均在操作侧,使轧辊调整辊缝等操作方便,通常不超过。排水沟在轧机基础外侧,简化了基础结构。
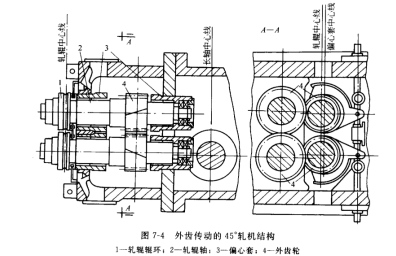
由于高速齿轮的加工和研磨,外齿比内齿容易,因此,外齿啮合虽然当调整辊缝时齿轮。
啮合中心距有微小变化,但总的看来,目前认为外齿传动的45°轧机优点较多。
2.克虏伯无扭高速悬臂式45°轧机
克虏伯轧机机组的布置形式与摩根机型相仿, 也是采用偏心套机构调整辊缝,如图 7-5所示。各机架间的转数差由长轴上的伞齿轮配速,所不同的是轧辗轴通过内齿轮传动,其轧辊轴系安装在一个与压下机构相连的偏心轴套内。在调整辗缝时,内齿轮副的中心距不变,这是因为偏心套的旋转中心轴与内齿轮的中心轴在同一个轴线上,其结构如图 7-6所示。内齿轮传动因机架中多了一对齿轮
(见图7-6),使得机架结构较大。由于内齿难以研磨,影响了加工精度,对进一步提高速度不利。因此轧制速度一般为50m/s 左右。
悬臂型 45°无扭高速线材轧机的优点如下。
①轧制速度达75m/s 以上,生产率高。
②)采用小辊径轧辊,延伸率高。
③成品尺寸精度高,直径公差和椭圆度公差可达±0.1mm。
④ 线材表面质量好。
⑤实现无扭轧制,事故停工少,使产量增加。
⑥采用碳化钨轧辊辊环,槽孔寿命长,操作效率高





