
当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
在热轧无缝钢管生产中,用自动轧管机作为中间延伸机来完成轧,制荒管工序的整套设备叫自动机组。自动轧管机组生产无缝钢管的工艺流程为∶管坯→剪断→加热→斜轧穿孔→自动轧管→均整→定径一冷却→矫直→切管头→检验。自动轧管机组的型号是用所轧钢管的
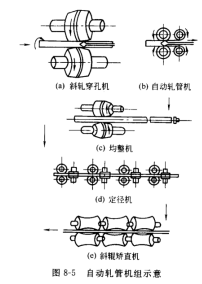
大外径来表示。不同型号自动轧管机组的组成有些不同,但都有斜轧穿孔机、自动轧管机、均整机、定径机和斜辗矫直机,如图所示。
(一)穿孔机
穿孔机的作用是将实心圆钢坯在热状态下穿孔(a)斜轧穿孔机(b)自动轧管机成空心的毛坯管。穿孔是金属变形的一道工序,穿出的管子较厚、长度较短、内外表面质量差,穿3P--出的管子叫毛管。
(二) 自动轧管机
(C)均整机
自动轧管机由轧管主传动装置、工作机架、轧管机前台、回送装置、轧管机后台组成。自动轧管机是一不可逆式二辊单机座轧机,但在轧辗后面有
(d)定径机
专用的回送装置。钢管在位于两个轧辊孔型中的短
e)斜辊矫直机
轧制。轧管机的作用是消除由于穿孔产生的管壁上
图8-5 自动轧管机组示意
的螺纹外形,并减小壁厚、增大管子长度和改善内外表面质量,获得接近于成品管尺寸的钢管。
(三)均整机
经自动轧管机轧制后的钢管虽然尺寸接近于成品,但横向壁厚不均匀,表面质量差,外形不圆,还带有耳子。因此,还需在均整机上进一步加工,以辗轧管壁和扩径,改善其表面质量,减小壁厚不均匀,消除自动轧,管机 上造成的不圆度。均整机的结构和均整时轧.件的运动学原理与辊式穿孔机相似,但均整的变形过程和穿孔有着本质的区别。均整的作用并非要获得大的变形来延伸钢管,而是通过小量变形来改善钢管表面质量。
(四)定径机
为了获得直径准确、外形圆整且平直的钢管,均整后的钢管还须送往定径机定径。定径机是由几个机架组成,各机架的孔型相互交叉 90°布置,钢管在圆形孔型中连续压缩,这时是没有顶头的空心轧制,后获得一定规格、尺寸和外形的成品。
(五)矫直机
钢管经斜辊式矫直机以消除弯曲,得到平直的钢管。
二、钢管斜轧穿孔原理
(一) 穿孔区的组成
在无缝钢管生产机组中斜轧穿孔机的作用在于将实心坯料穿孔成空心毛管,它是无缝钢管生产中主要的工序,是金属变形的第-一道工序。斜轧穿孔毛管的变形区由轧辗、顶头和导板构成,如图 8-6所示。
由图可以看出,整个变形区的几何形状,大致可认为,在横截面上是个环形变形区,而在纵截面上是两个小底相接的锥体,中间插入一个弧形顶头。
变形区的形状决定着穿孔的变形过程,改变变形区形状(决定于工具设计和轧机调整)将导致穿孔变形过程的变化。不过,至今在生产中常用的变形区形状大致都是如此,只是在尺寸上可能有些差异。穿孔的整个变形区大致可分为四个区域,如图 8-7所示。
Ⅰ区称为穿孔准备区(即轧制实心圆管坯区)。I区的主要作用是为穿孔做准备,并顺利地实现一、二咬入。这个区的特点是,由于轧辊入口锥表面有锥度,沿穿孔方向(轴向)前进的管坯逐渐在直径上受到压缩,被压缩部分的金属一部分向横向流动,坯料断面由圆形变成椭圆形,一部分金属主要是表面层金属(表面变形)向轴向延伸,因此,在坯料前端面要形成一个喇叭口状的凹陷。此凹陷(和定心孔)保证了顶头鼻部对准 坯料中心,从而可减少毛管前端的壁厚不均。
(二)斜轧穿孔过程
轧制过程是一个独特的连轧过程,管坏-毛管咬入后,由轧辊带动获得螺旋运动,一边旋转,一面前进,并在1/n(n为轧辊数目) 受轧辊加工一次。如此,依次通过穿孔变形区的各部分,经受穿孔准备、二次咬入和穿孔、毛管减壁、平整内外表面和均匀壁以及归圆等轧制变形,以获得符合尺寸要求的毛管。
整个斜轧穿孔过程可分为一个不稳定过程、稳定过程和二个不稳定过程三个阶段。一个不稳定过程从管坯同轧辊接触开始,到前端金属穿出变形区;稳定过程是穿孔过程的主要阶段,从管坯前端充满变形区到管坯尾端开始离开变形区;个不稳定过程为管坯尾端开始离开变形区到完全离开轧辊。
稳定过程与不稳定过程有着明显的区别,如一整根毛管的头、中、尾尺寸不同,一般是
毛管前端直径大,尾端直径小,而中部尺寸一致 (为要求值)。 造成头部直径大的原因是穿孔过程逐步建立,而顶头的轴向阻力逐渐增加,金属纵向延伸受阻,延伸变形减小,而使横向变形(扩径)增加。加上无变形区外区金属的限制,结果前端直径大。尾部直径小的原因是管坯尾部被顶透时,顶头的轴向阻力显著减小,使延伸变形容易,同时横向辗轧小,所以尾端直径小。另外生产中常出现的轧机前、后卡现象也是不稳定过程的特征之一。
为了使穿孔时能顺利咬入管坯和顺利抛出毛管,在进行工具设计和轧机调整时,要求保证∶
①管坏在穿孔准备区不与导板接触,或者至少管坯先与轧辊接触形成一定的变形区长度(约30~70mm)后再与导板接触,以保证二次咬入的实现;
②毛管离开变形区的程序为先脱离顶头,再脱离导板,后离开轧辗。





