当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
宽带冷轧设备
冷轧是冶金生产中一个重要环节。冷轧板在国民经济建设中起着重要的作用,广泛应用在汽车制造、拖拉机制造、电气产品、机车车辆、造船、航空、精密仪表、民用建筑、家电及食品罐头等行业中。随着产品精度的提高,对冷轧板质量要求越来越高,产量的要求越来越大。
一、冷轧生产特点
冷轧原料为热连轧 4~5mm 的带钢卷,冷轧产品为冷轧板和热镀锌板。冷轧与热轧相比较,有以下特点。1.产品精度高
目前设计热连轧机组可能轧制小厚度为 1.2mm,但实际生产都在 1.8mm 以上,而现代冷轧宽带机可生产0.2~0.3mm 的冷轧薄板。从厚度精度上看,现代热连轧板的厚度精度为±50μm,现代冷轧板的厚度精度可高达±5μm。热连轧板的表面粗糙度为 25μm,而冷轧板的表面粗糙度可高达0.2μm。
2.性能好、用途广泛
冷轧板塑性好,一般是热轧板的两倍。适于制造深度冲压成形产品。
3.设备精度高
由于冷轧板的精度高,从而要求设备的制造精度和维护精度高。
4.生产自动化程度高、自动控制****冷轧生产已实现全部自动化。主要生产线采用计算机控制,并设有板形控制系统及设备监测与故障诊断等系统。
5.冷轧生产连续性高
二、冷轧生产工艺及设备
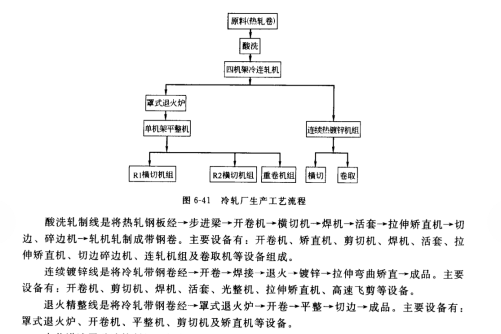
冷轧厂生产工艺流程如图 6-41 所示。宽带冷轧由酸洗轧制线(也称为酸洗轧制机组)、连续热镀锌线及退火精整线组成。
(一)步进梁运输机步进梁运输机位于酸洗-轧机联合机组的入口,将吊车吊来的热轧带钢卷沿着机组一步一步地运向钢卷准备站及开卷机。图 6-42 所示为步进梁运输机工作原理简图。步进梁运输机由步进梁体、压轮、支承轮、升降液压缸、连杆、走行液压缸、鞍座及鞍座轴向移动液压缸等部件组成(其中;鞍座、鞍座轴向移动液压缸在图中未画)。步进梁体 2 上共有 5个带钢卷为对中卷位,它是一个可轴向移动的鞍座,用一液压缸实现鞍座轴向移动。
步进梁体 1起到支撑和输送带钢卷的作用。走行液压缸 6 实现步进梁的左右移动。升降液压缸 4起到步进梁体的升降作用。支承轮 3 起到支承步进梁部件及带钢卷重的作用,并与压轮 2限定步进梁件仅能左右移动。
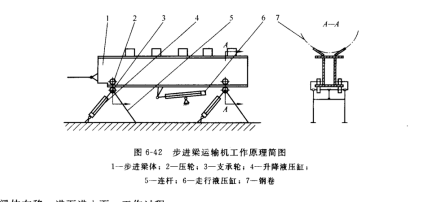
步进梁运输机的工作过程; 开始时步进梁体处于右极限且低位,走行液压缸及升降液压缸的活塞处于缩回的状态,升降液压缸无杆腔进油,活塞杆伸出,步进梁体上升,托起带钢卷。走行液压缸无杆腔进油,运送带钢卷前进,当步进梁体运动到左极限位置时,停 止进油,升降液压缸有杆腔进油,步进梁体下降,且与带钢卷脱离,走行液压缸有杆腔进油,步进梁体右移,进而进入下一工作过程。
步进梁运输机与链式带钢卷输送机相比较,具有工位准确、操作简单(易实现自动化操作)、维护方便、故障率低等优点。
钢卷小车、磁性喂料机与开卷机位于同一处,钢卷小车在下方,磁性喂料机在上方,两台开卷机位在中间且分别置于钢卷的两侧。图6-43所示为钢卷小车、磁性喂料机与开卷机 布置图。
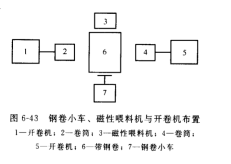
钢卷小车用来承接由步进梁送来的轴心线与机组中心线一致的带钢卷,钢卷小车的回转台需将带钢卷旋转 90°,使钢卷轴线垂直于机组中心线,以便开卷与轧制。再通过钢卷直径检测装置测量钢卷直径位置,确保钢卷小车升降装置把钢卷内孔中心对准开卷机锥头中心。钢卷小车的支撑辊转动展开带颈(带钢头),磁力喂料机将带颈吸住, 且与钢卷小车配合,一起将带颈送入六辗矫直机。小车升降台在两台开卷机卷筒分别由两侧伸入钢卷内径并胀紧后下降,小车返回原位。
钢卷小车由行走装置、升降装置、回转装置及使钢卷转动的滚动装置组成。图 6-44 所示为钢卷小车工作原理简图。
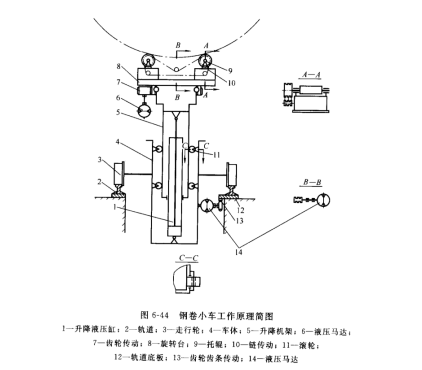
回转装置的作用是使带钢卷旋转 90°以便开卷。滚动装置与磁性喂料机配合使带颈伸入六辊矫直机。升降装置在检测的监控下确保钢卷内孔中心与开卷机卷筒中心一致。行走装置的作用是保证带钢卷对中。
回转装置由液压马达6、小齿轮和大齿圈7及旋转台8 等组成,液压马达带动小齿轮转动,小齿轮带动大齿圈,从而实现了回转台的转动。
升降装置由液压缸 1、升降架 5及滚轮11、车体滑道等组成,液压缸实现了升降架的升降,滚轮起到减小摩擦作用。
滚动装置由液压马达14、托辊9、链条 10和链轮等部件组成。液压马达通过链传动实现了托轮的转动。
行走装置由轨道 2、行走轮 3、液压马达14、齿轮齿条 13 等部件组成。液压马达通过齿轮齿条传动实现了小车行走。(三)磁性喂料机
磁性喂料机由小车行走装置、小车横移装置及磁性喂料装置组成。图 6-45 所示为磁性喂料机原理简图。
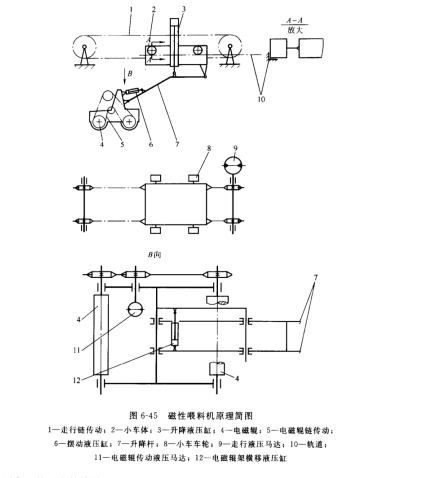
横移装置的作用是将吸起的带钢颈对中六辊矫直机。横移装置由横移液压缸12、小车体 2及连杆组成。如图6-45B向视图所示,液压缸工作,小车相对于升降杆作横向移动。
行走装置由链传动1、行走轮 8、走行液压马达9 及轨道 10 等部件组成。液压马达通过链传动牵引小车在轨道上行走,实现了在机组线方向的移动。
磁性喂料装置由液压缸 3、升降杆7、摆动液压缸 6、链传动5、电磁辊 4 等部件组成。磁性喂料机工作过程如下。
①小车、升降缸及摆动缸相配合使电磁辊下移;②通电使电磁铁产生磁力,吸住钢卷卷颈;
③小车、升降缸及摆动缸相配合将卷颈伸入六辊矫直机
④复位。
(四)开卷机
两台开卷机同时工作,分别位于带钢卷两侧,开卷机的主要功能是当运卷小车将钢卷送至开卷位置后,两台开卷机由等待位置同时将两个卷筒移进钢卷内孔,到位时,迅速胀开,
将钢卷固定,然后卷筒旋转,进行开卷。
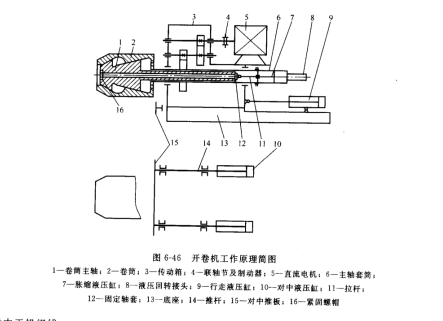
开卷机由卷筒旋转的主传动装置、卷筒胀缩装置、行走装置及对中装置组成。图 6-46 所示为开卷机工作原理简图。
主传动装置由直流电动机 5、联轴节及制动器 4、减速器 3、卷筒主轴1、卷筒 2 等部件组成。电动机通过减速器带动卷筒主轴上大齿轮转动,从而使卷筒主轴转动。
卷筒胀缩装置由液压回转接头 8、胀缩液压缸 7、拉杆11 等部件组成。液压缸转动,回转接头壳体不转动,在其外壳上接进、回油管,回转接头起集流作用。液压缸工作,通过拉杆使卷筒主轴左右移动,从而实现了卷筒扇形板的胀缩。
行走装置由行走液压马达9、底座 13 及底座上面的行走小车组成。液压缸工作实现了行走小车移动,使卷筒伸入钢卷内孔或退回。
对中装置由对中液压缸 10、推杆 14 及对中推板15 组成。对中装置的作用是使带钢卷