当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
对 CVC轧机的基本要求是∶CVC辊包括上下辊,能相对轴向移动一段距离;要设计一套与CVC配套使用,并能动态控制轧辊凸度的液压弯辊系统。
1.平衡与弯辊装置
热轧板带轧机精轧机组大都采用四辊轧机,它将液压弯辊缸与工作辊平衡缸组合成一个统一元件,并置于轧机牌坊凸块之中。而CVC系统要求工作辊及其轴承座能在机架中沿轧辊轴线轴向移动士100mm(以宝钢热轧厂精轧机组为例)。考虑到轧辊轴向移动时会对缸体产生大的倾翻力矩,因此,在设计中将原来四辗轧机经常采用的分置式的上工作辊平衡缸兼正弯及下工作辊压紧缸兼正弯缸合并在一起组成一个共同的套装缸体,作为平衡缸与弯辊缸。图 6-22 所示为宝钢热轧厂精轧机组的平衡与弯辗装置。缸体5 套装在牌坊凸块 2内孔之中, 上部用上隔离套筒 4 将缸体与凸块内孔隔离开来,缸体5 与上隔离套筒 4 间可以相对滑动。缸体下部外圆与下部缸套7相配合,缸体下端外圆用内隔离套 16 与下部缸套7接触可相对滑动。内隔离套 16用法兰及螺栓固定在缸体下端。下部缸套7 与牌坊凸块2 内孔用中间隔离套6及下隔离套8隔离开来,并可相对滑动。缸体内装有活塞杆 15,活塞两侧即液压油腔。当活塞上腔(无杆腔)进油时,下腔(有杆腔)回油,这时上部缸体上升,同时不锈钢活塞杆 15通过挺杆 11带动下部缸套7 下降,可以完成平衡上工作辊、压紧下工作辗或者使上、下工作辊同时受到正弯的作用。活塞杆下部为一根两端皆为球面的挺杆 11,球面分别与球面轴承座 10相接触,使压力均匀传递。这种将上下弯辊缸连接在一起成为一个整体的设计,稳定性好,上、下弯辊力一致,对板带断面凸度控制及平直度控制有利,其结构更加合理。每座机架各设平衡与弯辗缸四台,用于平衡时液压压力为 18MPa,用于弯辊时大为 26MPa,活塞直径为9170mm。
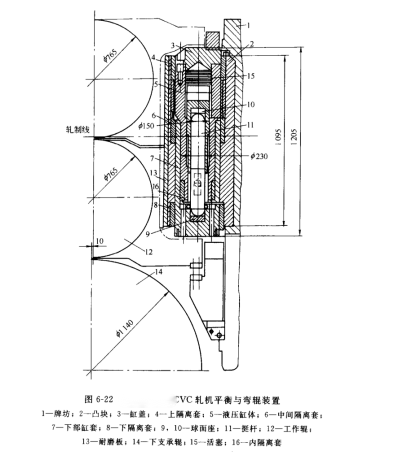
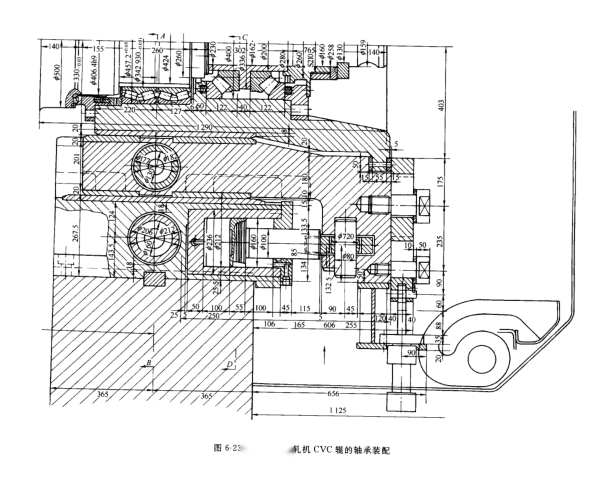
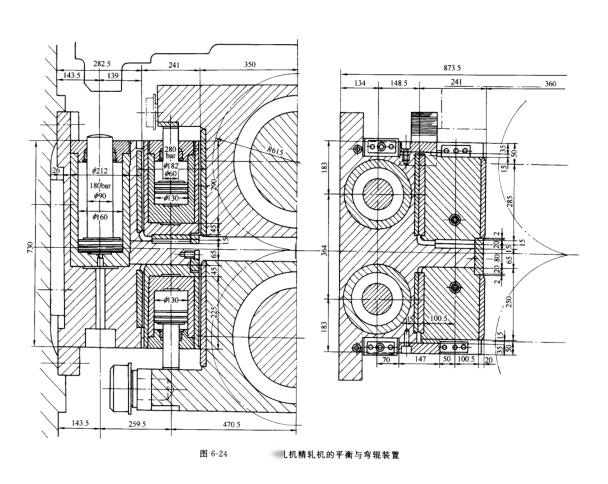
图6-23 所示为宝钢冷轧,机厂2030 轧机精轧机的辊系轴承装配图。图 6-24 所示为宝钢冷轧厂2030 轧机精轧机组的平衡与弯辊装置。
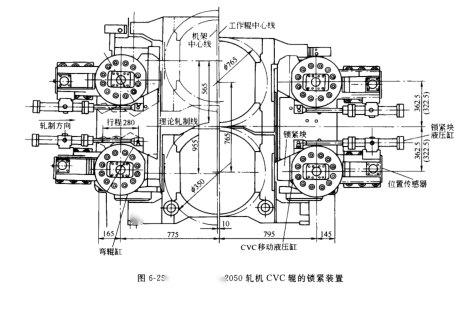
2.CVC轧机轧辊移动液压缸和锁紧装置
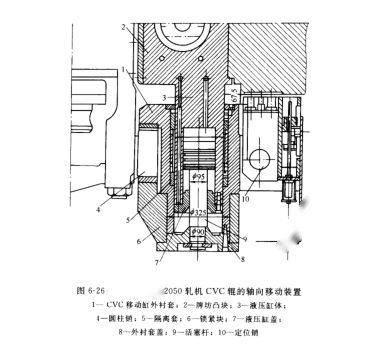
CVC轧机轧辊轴向移动液压缸结构如图 6-25 和图 6-26 所示。CVC移动液压缸缸体设置于操作侧牌坊凸块上,与凸块制作成一个整体元件。活塞与缸体之间、活塞杆与液压缸盖之间有密封装置。活塞杆的端部通过法兰盘和螺栓与外衬套盖和外衬套固接。外衬套内壁设有两个隔离套和一个中间套,并固定在外衬套内圈上。当外衬套沿缸体作轴向移动时,隔离套的内孔与缸体外圆作相对滑动。 当CVC移动液压缸活塞两侧有压力差,使活塞沿缸体轴向移动时, 可通过活塞杆端带动外衬套盖、外衬套以及工作辊一齐作轴向移动。外衬套与工作辊之间的离合是靠一套锁紧装置实现的。外衬套端部安装一个能作旋转运动的锁紧块。通过一套专用的液压缸驱动。它可以将工作辊操作侧轴承座外端附设的圆柱销连锁在外衬套上。带钢轧制前按预设定位置,将上下工作辗移动到位,轧制过程中不再移动。当轧制一般板带或不需要CVC机构作用时,可将轧,辊定干中位插十定位销。关闭CVC移动液压缸。则工作辊将成为普通轧辊。
图6-27和图6-28所示为宝钢冷轧厂精轧机组的移动液压缸和锁紧装置。
3. 传动轴
图6-29 所示为宝钢冷轧厂 2 030mm 轧机 CVC轧辊的传动轴。传动轴是一种可轴向移动的齿轮轴,CVC系统要移动的 200mm 距离是在人字齿轮侧通过轴1和联轴节外齿 2 之间的啮合来进行的。 主接轴的轴向支承是通过一个装在轴内的弹簧组3 支承在齿轮轴 4 上。并处于轧辊工作位置。换辊时轴向移动距离要受一块内挡板5 的限制。轧辗侧的齿轮连接轴头设有一个弹簧6,其主要任务是在换辊时便于齿轮连接轴头迅速地与主轴中心线对中。
4.换辊
图 6-30 所示为宝钢热轧厂2 050mm 的CVC轧机换辊原理。工作辗1 在轴承座 2 和 3 内,轴承 4 为四列圆柱滚动轴承,轴承固定在轧辊和轴承座之间。每一工作辊能轴向移动的大距离为士100mm,传动轴 1(见图 6-29 )也随同一起移动。 工作辊通过两个液压缸 5 来实现轴向移动,液压缸安装在精轧机机架的操作侧,这些液压缸被装入固定于机架 6 的导向块 7 上,液压缸的活塞杆与可移动的液压缸座8连接,在这些缸座中,装有可摆动的连杆板 9, 当轴向移动时,连接板便栓住操作侧的轴承座 2,从而移动轧辊。传动侧的轴承座 3 和弯辗液压缸 10都通过两个连接板 11 连接, 因轧辊 1传动侧的轴承座 3是通过轴承轴向固定的,在移动轧辊时,轴承座 3 也随之移动。借助于连接板 11 也可使液压缸座 10移动,通过轴承座 2 和 3 及液压缸座8和 10 同时作水平移动。这就使弯辊力总是作用干滚柱轴承的中心。轧辊轴向移动的液压缸装配有位移传感器,并通过一套位置调节装置使轧辊在 CVC 工作范围内移动,同时保持在理想的位置上。
换辗时用液压缸5使两个轧辗到达确定的轴向换辗位置,在这个位置上,传动侧固定液压缸座 10的固定销 12通过液压缸移动松开,因为在轧辗推出或装入时,缸座 10也随之移动。由于液压缸驱动的升降轨道(图中未画出)提升,与下工作辊轴承座下面的轮子相接触。传动轴由液压缸支承,下辗的连接板9和11用液压缸打开(图中未画出),下弯辊液压缸进入之后,下辊被抽出 300mm。紧接着上辊下降,轴承座就支承在下轴承座的支柱上(图中未画出)。在上辗的连接板 9和11 打开后,全套轧辗即可抽出来。新的一套轧,辊的装入及其后的步骤按上述相反的顺序进行。