当前位置:巩义市恒旭机械制造有限公司 > 新闻动态 > 正文
CVC 的基本原理是将工作辊辊身沿轴线方向一半磨削成凸辊型,另一半磨削成凹辊型,整个辊身呈 S形或花瓶式轧辊,并将上下工作辊对称布置,通过轴向对称分别移动上下工作辊,以改变所组成的孔型,从而控制带钢的横断面形状而达到所要求的板形。归纳起来有如一下几点?
①轧辊整个辊身外廓被磨成 S形(或瓶形)曲线,上下辊磨削程度相同,互相错位180°布置,使上下辊形状互相补充,形成一个对称的辊缝轮廓。
②上下轧辗是通过其轴向可移动的轴颈安装在支座上,或是其支座本身可以同轧辊一起作轴向移动。上下辊轴向移动方向是相反的,根据辊缝要求,移动距离可以是相同的,也可以不同。
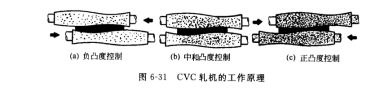
③S形曲线加上轴向移动,使整个轧辊表面间距发生不同的变化,如图 6-31 所示,从而改变了带钢横断面的凸度,改善了板形质量。
④CVC轧机的作用与一般带凸度轧辊相同,但是凸度可通过轴向移动轧辊在小和大凸度值之间进行无级调节,再加上弯辊装置,可扩大板形调节范围。当轴向移动距离为±50~士150mm 时,其辊缝变化可达400~500μm,再加上弯辊作用,调节量可达600μm 左右,这是其他轧机无法达到的。图 6-31(b)所示是根据预算的辊缝要求,将轧辊稍加轴向移动并抬起上辊,构成具有高度相同的辗缝。在这个位置上,轧辊的作用与液压凸度系统相似,其有效凸度等于零。
图6-31(c)所示,上辊向右移动,下辊向左移动,且移动量相同。这时轧件中间处的辗廓线间距变窄,从而加大中部压下量,此时的有效凸度大于零。
图6-31(a)所示,上辊向左移动,下辊向右移动,且移动量相同。这时轧件中心处辊缝曲线凸度变大,从而减小了中部压下量,此时的有效凸度小于零。