当前位置:巩义市恒旭机械制造有限公司 > 行业资讯 > 正文
某轧钢厂φ700/φ1 200×2300 四辊热轧钢板轧机,将热状态下的碳钢及低合金钢板坯轧制成一定规格的板材。工作机座包括辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。主要传动装置为两个 ZD250/83 型,功率为 2 050kW,转速为 60~120r/min 的直流电动机,通过万向连接轴直接带动工作辊。
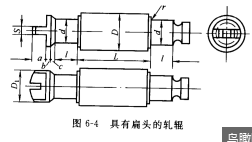
2300 四辊热轧钢板轧机的轧辊分为工作辊与支承辗,工作辊是用来直接完成轧制过程的,其直径较小;大直径的为支承辊(见图6-3),其作用是改善工作辊的强度及刚度条件。每个轧辊都由辊身、辊颈及轧辊轴头三部分组成。
一般说来,工作辊径较小时,轧辊的扭转角度会影响钢板的质量。为了保证轧辊的扭转刚度,在选择轧辊直径时应该同时考虑辊身长度的影响。轧辊辗身长度与轧辗直径之比通常取为∶工作辊L/D.=2.5~4.0;支承辊L/DB= 1.3~2.5。2300钢板轧机工作辊直径 D=700mm,支承辊直径Dg=1200mm,辊身长度L=2 350mm。其 L/D.=2 350/700=3.35;L/D,=2 350/1200=1.95。
支承辗辊径主要决定于辗系的刚度。刚度过小,上下工作辗将产生啃边现象而破坏轧制过程,常用支承辊辊径值为 D/DB=1/2.5~1/1。6 = 0.4~0.62。2300钢板轧机为D./D =700/1 200=0.58。
轧辊辊颈装滚动轴承,其尺寸一般取为∶ d=(0.5~0.6)D 式中d-――辗颈直径;
D---轧辊直径。
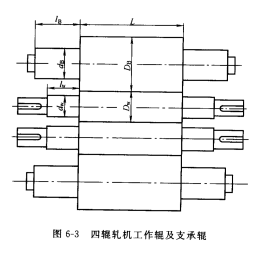
轧辊轴头用万向接轴传动时,轧辊传动端做成扁头(见图 6-4)。扁头的尺寸应该与万向接轴的叉头尺寸相配合。
D, =D。-(5~15)mm
式中
―――重车后的小工作辊直径,重车率为5%~7%;
Dmi,≥△h/(1- cosa)△h-――压下量;
a―允许咬入角,对热轧钢板为
α=18°~22°。
S=(0.25~0.28)D
b==(0.15~0.20)D1
a=(0.50~0.60)D1
c(0.5~1.00)b