当前位置:巩义市恒旭机械制造有限公司 > 产品中心 > 正文



30分钟内给予技术咨询答复
24小时免费提供方案设计
我公司是从事轧钢机技术****、制造、销售、服务为一体的企业,主要生产有轧钢机、冷轧机、热轧钢机、铝箔轧机、四辊轧机、轧钢机配件等设备。我们免费提供设备的安装、调试及技术人员的培训等相关服务,欢迎广大用户前来咨询洽谈。
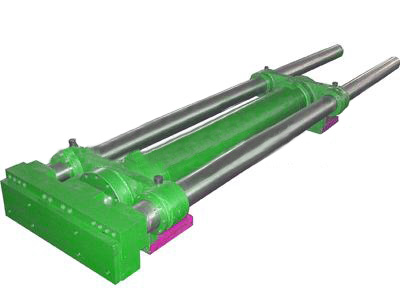
立辊轧机由传动齿轮箱、机架、轧辊组件、侧压装置、轨道、底座和定滑轮组成,传动齿轮箱固定在机架的上方,轧辊组件在传动齿轮箱下方的机架内,它有两个竖直的轧辊轴,轧辊轴两端的轴承座内穿有水平的丝杠,其下轴承座下有车轮,丝杠一端固定侧压系统,用来调整轧辊。它具有轧机刚度高,带钢质量高,换辊省时省力的优点。
平立辊协凋轧制控制厚板平面形状的试验过程,通过与常规轧制的比较,说明平辊与立辊的协调作用对中厚板平面形状的控制效果,并对试验结果进行了理论分析。结果表明:平立辊协凋轧制对中厚板平面形状的控制非常有效。
1. 手轮每转一圈,侧压丝杠前进或后退3.5mm;
2. 平衡缸有杆腔控制减压阀压力标定为1Mp;溢流阀压力标定为2Mp;
在正常调整辊缝或轧钢的过程中,平衡油缸一直处于平衡位,就是手动换向阀换向手柄一直偏在南侧;在正常调整辊缝的过程中,辊系框架跟随侧压丝杠一起前进或后退;当发现辊系框架不跟随侧压丝杠一起运动;先检查,辊系框架与轧机衬板间是否有氧化铁或异物卡阻,清理干净并抹上润滑油;如还是不能跟随,通知维修人员检查液压系统及油缸是否有故障。另需注意在调整手轮往开口度大的方向走时,手轮不要转得太快,否则辊系框架可能跟随不上侧压丝杠移动的速度。
步:将手动换向阀换向阀柄置于北侧,将辊系框架推于取接轴扁头套方便的位置,将阀柄置于中间位置,关闭阀台上进油截止阀,再将手动换向阀南北多换向几次后,将手柄置于中位;
步:通知维修人员拆两侧油缸油管(拆出时务必标识清楚有杆腔和无杆腔的油管)
第三步:抽接轴;
第四步:抽轧机;
装辊与抽辊步骤相反,需注意的是,换完辊接完油管后,将阀台上进油截止阀打开并将手动换向阀手柄置于南侧后,就可进行辊缝开口度调整和轧钢(务必要置于南侧,让平衡缸处于平衡位)。
标定减压阀和溢流阀压力的方法:先将进油截止阀打开,手动换向阀手柄置于南侧,待辊系框架不动作后,将溢流阀压力调节杆背死,再将减压阀压力调节杆调到压力表显示2MP位置,再将溢流阀压力调节杆慢慢松,一直松到阀台里有轻微泄油的声音后停止,锁紧溢流阀调节杆上螺帽,再将减压阀压力调节螺杆慢慢松到压力表显示1MP位置后,锁紧调节螺杆上螺帽即可。