当前位置:巩义市恒旭机械制造有限公司 > 产品中心 > 正文


30分钟内给予技术咨询答复
24小时免费提供方案设计
我公司是从事轧钢机技术****、制造、销售、服务为一体的企业,主要生产有轧钢机、冷轧机、热轧钢机、铝箔轧机、四辊轧机、轧钢机配件等设备。我们免费提供设备的安装、调试及技术人员的培训等相关服务,欢迎广大用户前来咨询洽谈。
冷轧带肋钢筋是用热轧盘条经多道冷轧减径,一道压肋并经消除内应力后形成的一种带有二面或三面月牙形的钢筋。冷轧带肋钢筋在预应力混凝土构件中,是冷拔低碳钢丝的更新换代产品,在现浇混凝土结构中,则可代换Ⅰ级钢筋,以节约钢材,是同类冷加工钢材中较好的一种。
经本生产线生产的产品,其延伸性A11.3达到12%,比国家****要求的A11.3≥8%,提高50%,Agt比****提高1倍,抗拉强度提高100Mpa,握裹力较热轧钢筋提高4~5倍,产品性能的创新性提高,较Ⅰ级刚可节约钢材40%~50%,节约水泥50~70Kg。
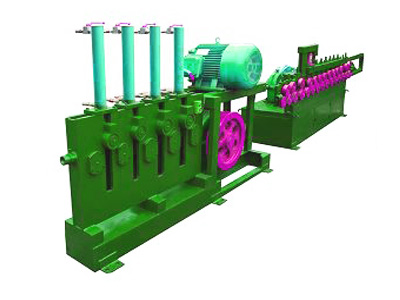
连续轧制,生产效率提高一倍,整条生产线自动化、连续化、高速化作业。设备运行率、生产作业率、轧辊更换效率、投入产出率均高。
冷轧带肋钢筋设备,是一种利用冷作加工在钢条盘圆的外表成型起肋的设备。将材料拉伸到超过屈服限d点,然后再逐渐卸载,使钢条盘圆实现冷变形,当该材料再次受载到超过屈服限d点时,材料不会发生塑形变形,提高了材料的比例限。工程上常利用材料的这种性质来提高比例限。如起重用的钢索和建筑用的钢筋,常用冷拉、冷轧工艺以提高强度。而在钢条盘圆的两侧起肋则会起到很好的应力分散作用,可以增加材料的稳定性,抵抗受载时的塑性变形。国外的航空发动机,其表面有很多纵横交错的肋,起到的就是这样的作用。
轧机采用主、被动一轧一拖式,实现两道轧制成型,解决了多你那来轧机四道轧辊速度配合难问题,使设备运行稳定,产品质量稳定,并通过数控中频加热,数控飞剪,全自动翻钢机技术,使之成为一套完整的冷轧新工。大幅度提高了产品质量。
轧制前采用剥壳技术,除去氧化皮,使钢筋与混凝土的结合力大幅度提高。轧机采用轧辊自锁方式,解决轧辊与机座的间隙引起的振动并导致轧辊非正常断裂、拆卸、安装困难的问题,同时增加了辊身的有效长度,一机多用,不需要更换轧辊,可生产6~8种规格(Ф5.5mm~Ф12mm)。采用直线导轨、导位座、加力导位轮装置,改变传统的被动式导位,稳定性好。本机采用了PLC编程控制,软启动技术、变频技术、伺服控制技术、光电感应技术、数控技术等前沿的新兴实用技术,达到世界****水平。
1、钢材强度高,可节约建筑钢材和降低工程造价。CRB550级冷轧带肋钢筋与热轧光圆钢筋相比,用于现浇结构(特别是楼屋盖中)可节约35%─40%的钢材。如考虑不用弯钩,钢材节约量还要多一些。根据目前钢材市场价格,每使用一吨冷轧带肋钢筋,可节约钢材费用800元左右。
2、冷轧带肋钢筋与混凝土之间的粘结锚固性能良好。因此用于构件中,从根本上杜绝了构件锚固区开裂、钢丝滑移而破坏的现象,且提高了构件端部的承载能力和抗裂能力;在钢筋混凝土结构中,裂缝宽度也比光圆钢筋,甚至比热轧螺纹钢筋还小。
3、冷轧带肋钢筋伸长率较同类的冷加工钢材大。
|
项目
Item
|
技术参数
Technical parameter
|
单位
Unit
|
备注
Note
|
|
原料
Raw material
|
Φ6.5-12
|
Mm
|
热轧盘圆
Hot rolled wire rod
|
|
轧辊直径
Roller diameter
|
Φ228
|
Mm
|
专用合金
Dedicated alloy
|
|
配用动力
Motor
|
55-75
|
KW
|
变频调速电机
Herringbone gear
|
|
齿轮中心距
Gear center distance
|
228
|
Mm
|
人字齿轮
herringbone gear
|
|
轧制线速
Rolling line speed
|
1.2-3.2
|
M/s
|
|
|
剪切长度
Sheared length
|
1-12
|
M
|
|
|
飞剪电机
Flying Shear motor
|
5.5
|
KW
|
|
|
产品规格
Product specification
|
Φ5-11
|
Mm
|
热轧两肋钢筋
Hot rolled steel bar with two ribs
|
|
产量
Capacity
|
6-50
|
T/班
T/shift
|
|